In 2016 the Occupational Safety and Health Administration (OSHA) adopted a new standard for the control of respirable crystalline silica. Fracturing sand suppliers, transporters and consumers will be required to implement solutions to be in compliance with OSHA standard 1910.1053. The standard states that an employer shall ensure that no employee is exposed to an airborne concentration of respirable silica in excess of 50 μg/cu. m of air. The permissible exposure limit (PEL) is calculated as an eight-hour time weighted average.
Employers are required to conduct exposure assessments, implement medical surveillance programs and put engineering controls in place to ensure a safe work environment for employees, as needed. These requirements went into effect on June 23 for the hydraulic fracturing industry.
Although the PEL is set at 50 μg/cu. m of air, the action level of 25 μg/cu. m of air is an important target for fracturing sand users. If an employer can demonstrate that respirable silica exposure is below the action level, the medical surveillance and engineering control requirements do not apply.
Mechanical versus chemical dust control
Solutions for dust control in the sand industry can be broken into two categories: mechanical and chemical. Mechanical solutions, such as vacuum dust collection systems, are only effective at single points in the sand life cycle. When sand is transferred (by belt or pneumatically) abrasion can occur, which typically results in the generation of more respirable crystalline silica. Separate control mechanisms would likely need to be put into place at sand mines, sand transfer locations (transloads) and well sites.
Additionally, mechanical solutions will result in the collection of respirable silica dust that will need to be disposed of properly. Other concerns with mechanical solutions include mechanical system failures, equipment maintenance and personnel exposure. All of these will result in added cost for the end user.
Chemical dust control solutions can be applied a single time at the first stage of the sand supply chain and remain effective until the sand is pumped downhole. If a chemical dust suppressant is applied at the sand mine, no further measures are needed at transfer points or at the well site. No silica dust would be collected, eliminating the need for disposal.
Integrated dust control
Hexion’s Sentinel dust suppressant is an economical system designed to reduce the amount of respirable crystalline silica to levels below the new OSHA action level. The delivery system is designed to coat the sand with a protective dust suppressant. This not only traps small particles and dust but also reduces the generation of respirable crystalline silica from the sand caused by attrition during proppant transportation and conveyance by pneumatic transfer.
This chemical solution is effective on all mesh sizes including 100 mesh. The chemical delivery system has a small footprint and can be configured as a mobile or stationary unit. It can be deployed at any stage in the sand life cycle, from the sand mine to the wellhead.
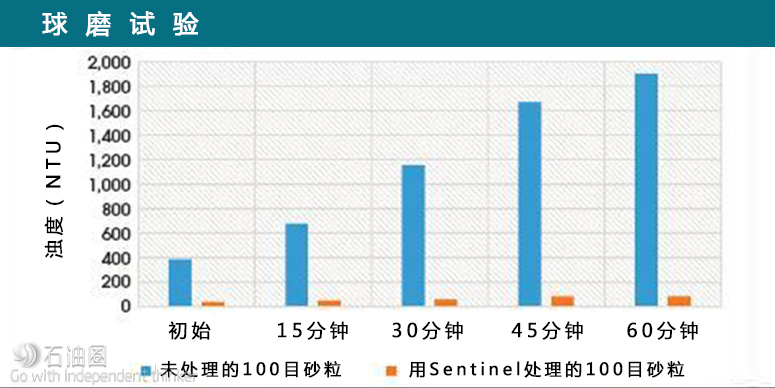
Sand treated by the Sentinel dust suppressant was subjected to ball milling to simulate the abuse that sand can encounter during multiple sand transfers. In the ball milling test, sand was put into a rotating cylinder with large ceramic balls that pulverized the sand. Turbidity measurements were taken at different time intervals during the ball milling test to determine the amount of new dust that was generated. Figure 1 shows the results of these tests. The 100 mesh sand treated with the Sentinel dust suppressant maintained low levels of dust, while the untreated 100 mesh sand increased levels of dust at each time interval. The Sentinel dust suppressant is compatible with most commonly used fracturing additives.
Application system
The Sentinel dust suppressant is a ready-to-use chemical that does not require mixing systems or dilution. The application mechanism requires compressed air and can be configured to fit any vertical fall of proppant. The chemical delivery system has a small footprint, which can be fully contained on a trailer providing movement flexibility.
The high-speed treatment process was designed to support the industry’s fastest loading times. The application system has been tested up to a 750,000-lb/hr loading rate. The maximum load rate for the unit has yet to be reached.
Because the chemical is applied as an atomized fog, a relatively small amount of the dust suppressant can treat a large quantity of sand. One standard size tote of it will effectively treat about 1 MMlb of sand. Actual coating amounts may vary depending on the initial dust content of the sand.
Field trials
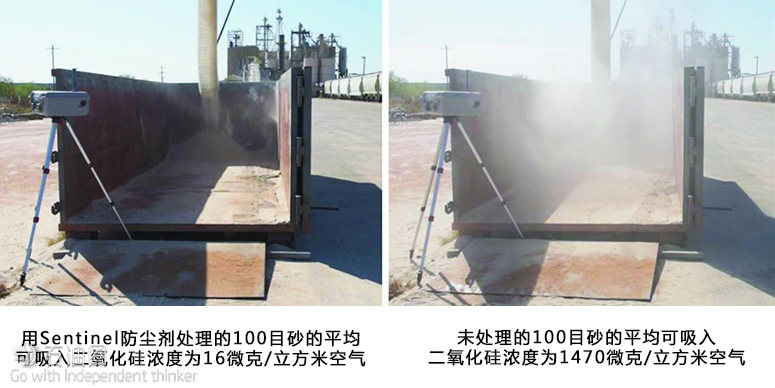
Multiple trials have been conducted to demonstrate the dust suppressant’s effectiveness at controlling respirable crystalline silica in the field. One such test was conducted at a rail yard in Central Texas. Treated and untreated 100 mesh sand were transferred from a truck to an open roll-off bin using a mobile conveyor. The sand was allowed to fall from a height of about 7 m (25 ft). A measurement instrument was used to record the amount of respirable crystalline silica generated. The 100 mesh sand treated with the dust suppressant had a respirable crystalline silica level of 16 μg/cu. m of air, while the untreated 100 mesh had a respirable crystalline silica level of 1,470 μg/ cu. m of air.
A treatment trial was conducted at a sand mine, also located in Texas. The applicator was affixed to a vertical fall of sand before the load out area of the mine facility. The applicator was able to effectively treat the 40/70 mesh sand with no impact to the loading rate.
Users of the Sentinel dust suppressant treated sand may also see a benefit to well production. Because the dust particles are immobilized by the coating, they are not able to migrate through the proppant pack and block pathways for hydrocarbon to flow. Silica dust particles are essentially proppant fines.