The challenges you face are no problem for pumping systems developed by experts trained to design and support equipment that can withstand the harshest, dynamic downhole conditions. Baker Hughes, a GE company, (BHGE) has been inventing smarter ways to pump fluids to surface from the most complex environments for decades. Robust CENetic? certified water pumping systems overcome your toughest problems, including.
Bio fouling | Erosion | Corrosion
Protect against solids, bacteria, and oxygen in the fluid stream with superior pump metallurgy.
Water hammering
Mitigate stress on the motor and handle thrust loads up to 23,000 lb with robust seal section and motor designs.
Electrical failure
Prevent water and particulate ingress with redundant protective mechanisms in the seal section and with the industry’s only epoxy encapsulated motor.
Prevent damage due to cycling with superior motor protection.
Prevent premature wear with hardened construction materials in the seal and motor.
Changing downhole conditions
“See” down hole in real time with sophisticated sensors and remote monitoring solutions to protect the pumping system and keep it operating at peak performance.
Hard starts
Limit wear and tear on the pumping system caused by abrupt starts with a variable speed drive that slowly ramps up system operation.
Bio contamination and foul taste
Eliminate excessive sit time in storage tanks by matching production rates to demand requirements in real time with a fit-for-purpose variable speed drive and tank monitors.
Drilling costs and subsequent operational costs are a significant financial drain and traditional pumping systems using 4-pole motor designs require you to make a trade-off between the size of your well and the production rate you can achieve. With BHGE’s 2-pole motor that turns the pump twice as fast as traditional 4-pole motors you don’t have to settle for higher costs or less production. You can:
1.Drill smaller diameter wells – or half the number of wells – to get the same production rates as standard water pumping systems. For example, in a 133/8-in. diameter well, a CENetic water system can deliver flow rates comparable to a typical 20-in. well;
2.Get twice the production rate from existing wells or get the same production with a smaller system. CENetic pumping systems can be configured with housed or bolted-bowl centrifugal pumps to economically lift .5 to 4,680 gallons of fluid per minute (gal/min) at depths up to 15,000 ft;
3.Deploy the pump that meets your specific application requirements to ensure the highest possible system efficiency;
4.Reduce electrical costs with a variable speed drive vs. inefficient choke and store methods with fixed Hz systems.
When it comes to protecting the quality of the water you deliver, there is ZERO margin for error. That’s why you need a NSF/ANSI 61 and 372 certified CENetic water pumping system to ensure water quality and regulatory compliance. And, unlike surface-driven pumps, CENetic systems minimize potential oil leaks into the aquifer and reduce surface noise pollution and safety concerns.
Of course, the pumping equipment is only part of a full-service solution. Quick delivery schedules, combined with rapid-response technical support teams that provide everything from application-specific system configurations to maintenance to troubleshooting, are essential to keep your operations running efficiently and effectively.
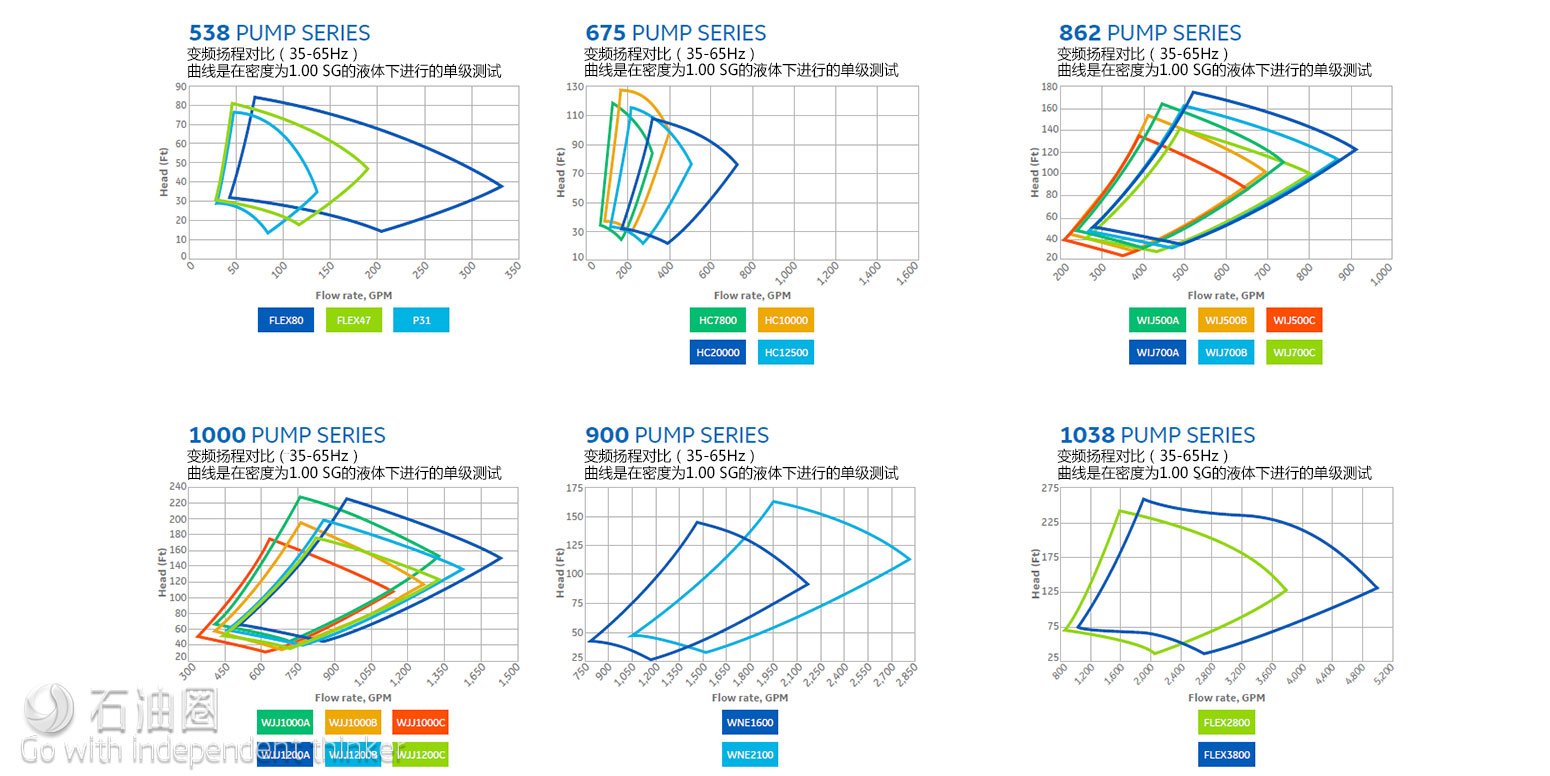
CENetic pump series
Case study 1
A municipal water district in Illinois used an electrical submersible pumping (ESP) system in a water well to deliver fresh drinking water to area residents. The water well was drilled into a sandstone formation, which meant sand fines were produced along with the water. The sand was produced through the pump and filtered out on the surface prior to final treatment.
Two traditional water well pumping systems initially deployed in the well experienced premature failures due to erosion from the sand fines. The 14-in. bolted-bowl pumps constructed of cast iron and operated at 1,800 RPM failed in less than 14 months. Typical water well systems are expected to run for 10 or more years and the premature failures due to sand erosion risked service disruptions and drove up costs for the municipality.
The city contacted Baker Hughes, a GE company, for a solution that would at least double the run life of the water pumping systems in these challenging conditions. The BHGE applications engineering team determined that the best option for the well was a CENetic? certified water pumping system featuring an 8.62-in. bolted-bowl pump constructed of nickel aluminum bronze with tungsten carbide bearings. BHGE also recommended that a sand screen be installed below the motor to capture some of the sand before it could enter the pump and to reduce the fluid velocity at the pump intake.
In the first three months of operation, the smaller diameter 8.62-in. BHGE nickel aluminum bronze pump was delivering the same water production rate and was already exhibiting more stable operating conditions – even at nearly twice the RPM speed as the previous equipment. The water district operator was extremely happy with the initial results.
Case study 2
The operator of a chemical plant in Illinois that uses potable water from seven on-site water wells in its processes was experiencing premature water pumping system failures when changes were made to the facility’s operating parameters. When valves were shut while the pumps were operating, the water production was hitting the closed valve and then reversing on to the top of the pump at a high rate of velocity.
The greater thrust load in the pumping systems from this water hammering effect caused motor overheating and failures in the traditional water pumping systems, which carry the thrust load in the motor. Expected pumping system run life at the plant is five to seven years, but due to the water hammering issue the pumps were failing in less than one year.
The operator turned to Baker Hughes, a GE company, for a pumping solution that could withstand the water hammering conditions. BHGE application engineers recommended a CENetic? certified water pumping system featuring a 9-in. nickel aluminum bronze bolted-bowl pump, a seal section with a high-thrust load bearing, and the industry’s only epoxy encapsulated motor.
Unlike traditional water pumping systems that carry all of the thrust load in the motor, the BHGE design incorporates a separate seal section to isolate the majority of the thrust load from the motor and to provide redundant mechanisms to prevent fluid ingress into the motor. The seal and motor combination can handle a net 23,000 lbf.
At the time of publication, the first BHGE pumping system has been operating flawlessly for more than a year and a half while existing traditional water pumping systems continued to fail in less than a year. Based on the performance of the BHGE sytem, the operator has standardized on this superior technology for all of the plant’s water wells going forward.