SandStoneDivert Viscoelastic Surfactant Diverter System
Improve acid stimulation and increase treatment efficiency with a surfactant-based gelling agent
In order to ensure that acid treatments reach the zones that need them most, operators routinely use diverters to seal-off zones that don’t need further treatment. But conventional diverters, such as nitrogen-foamed brine, typically break down quickly and require extra equipment such as pumps and storage tanks.
The SandStoneDivert? viscoelastic surfactant diverter system maintains viscosity up to 4 times as long as conventional systems, and features a surfactant-based gelling agent to enable enhanced acid stimulation treatments—without the extra equipment requirements.
The system, which can be used in wells with temperatures ranging from 75oF (24oC) to 300oF (148oC), are designed with ammonium chloride for diversion of HCl/HF acid stages to stimulate production from sandstone formations. The system can also be foamed for even longer-lasting, more viscous fluid.
After treatments are completed, the system’s viscosity can be reduced through exposure to high temperature, dilution in water, or contact with hydrocarbon liquids such as oil or solvent for easy cleanup and flowback. An internal breaker can also be used, if desired.
Applications
Diversion in matrix sandstone acidizing treatments
Features and benefits
(1)High temperature stability
– Offers reliable performance in bottomhole temperatures up to 300oF
(2)Viscous surfactant-based gel
–Provides effective diversion in sandstone acidizing
–Builds up viscosity in brine
–Maintains gel stability, even at elevated temperatures
–Develops robust viscous gel in presence of iron
contamination and in additives, including alcohols
(3)Surfactant-based systems
–Eliminate risk of polymer damage to the formation
–Break post-treatment when in contact with oil, water, or high temperatures
Technical Data
Appearance:Clear amber liquid
Application temperature range:Up to 300°F (148°C )
Density:7.51 lbm/gal
pH:8–9
Flash point:Closed cup: 77°F (25°C)
Solubility:Soluble in brine and acid
SandStoneDivert Acid System Increased Production 120%
Location: Gulf of Mexico
Results
(1)Increased production 121%
(2)Stimulated without the need for a platform or jackup rig
Challenges
(1)Increase production in deepwater well
(2)Minimize equipment needed for treatment
Baker Hughes solution
SandStoneDivert viscoelastic surfactant diverter system
In 2015, an operator working in deepwater Gulf of Mexico performed a sandstone acid treatment on on a well with bottomhole static temperatures of 200°F. The approximate total depth of the well was 27,000 ft, and
the perforated interval was approximately 100 ft. The operator performed the acidizing
treatments using organic mud acid but without using any diverter.
In late 2016, the production of this well dropped off and the operator decided to
re-stimulate it using the same organic mud acid system. Concerned about uneven treatment, the operator asked Baker Hughes for a chemical diverter to be incorporated into the job design to ensure that the large volume of acidizing fluids were distributed evenly across the perforated intervals.
The Solution
Baker Hughes recommended the SandStoneDivert? system, a temporary viscoelastic surfactant (VES) diverter system that works at elevated temperatures up to 300°F. The SandStoneDivert system is pumped as a viscous gel and is designed to maintain sufficient viscosity while it travels bottom hole to divert at the formation face.
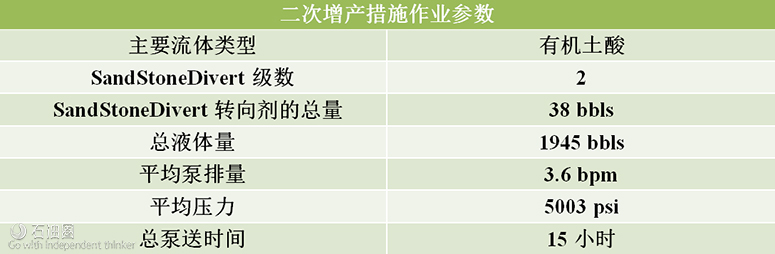
Stimulation treatments were blended onboard a Baker Hughes stimulation vessel and pumped via a low pressure transfer hose to a multi-purpose support vessel (MSV).
Baker Hughes’ high-pressure skid pumps were rigged up on the MSV along with the coiled tubing that was utilized to pump treatments to the subsea well.
Two stages of the SandStoneDivert system were mixed and pumped on the fly at 3.6 bpm, with each diverter stage totaling approximately 20 bbls.
Results
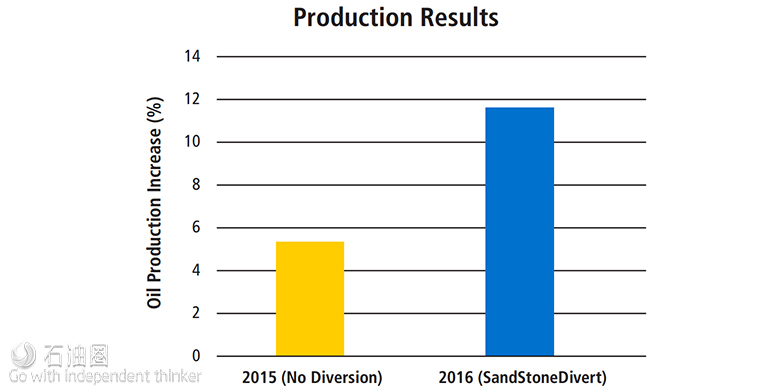
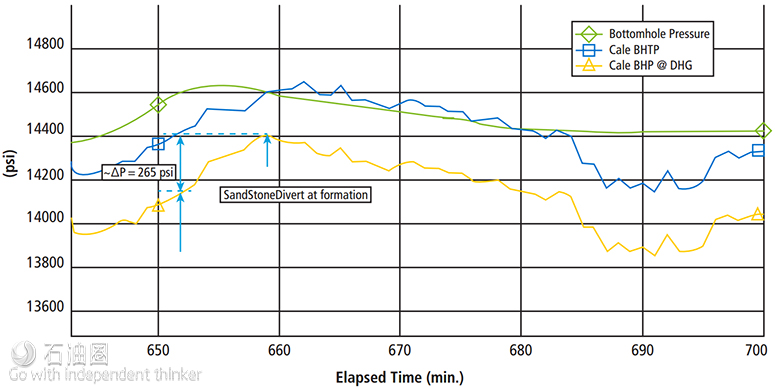
When the diverter pills hit the formation, bottomhole pressured significantly increased, indicating the SandStoneDivert system was effectively diverting to the target zones. After the job was complete, initial production results showed increased production over 120% higher than the previous acid treatment where no diverter was used.
In addition to enhancing production on the well, the SandStoneDivert system proved to be a more economical solution than other common chemical diverters in the GOM, such as foam. The operator saved approximately 25% by using the SandStoneDivert system rather than a foamed brine diverter.
The operator was very pleased with the results and plans to use it on future projects on the Gulf of Mexico.