Large areas of the North Sea contain Cretaceous sediments, which form a massive hard layer of chalk that historically has presented a major drilling risk and expense to operators in the area. To mitigate such problems, a Norwegian operator gathered an integrated team to thoroughly analyze drilling records and lessons learned from previous offset wells and to re-engineer the drilling process. The positive results of this effort are described in the paper.
Introduction
In 2011, an operator initiated preparations for drilling a series of deep, highpressure/ high-temperature exploration wells in the Norwegian part of the central North Sea. Given the depth of the exploration objectives, the first three wells in the program had to penetrate a massive body of hard Cretaceous chalk belonging to the Shetland geological group. Acknowledging the challenge and the fact that a discovery would lead to the drilling of successive wells though the same troublesome interval, an integrated team representing both the operator and technologists from the key suppliers was assembled. Individuals from this same group are the authors of this paper. The team’s task was to produce and execute a strategy that made it possible to drill the entire 12¼-in.-hole section, including the hard chalk, in one bit run.
In order to accomplish the goal of completing the entire section in one bit run, a basic strategy was formulated by the team leader: Drill with a high point load, and preserve a defined bottomhole cutting pattern. The strategy was built on the hypothesis that the drill-bit cutters are not the primary source of stick/slip vibrations in hard chalk.
Key Considerations
Eliminating Vibrations.
Consistent with the hypothesis, it was assumed that the primary source of vibrations was borehole friction. Three main contributors to friction were identified:
-Interaction between the stabilizers and the borehole wall
-Pinching of stabilizers in “microdoglegs” or ledges from lateral bit walk
-Friction on other parts of the drillstring and the bit at high weight on bit (WOB)
Consequently, the replacement of inline stabilizers with roller reamers was prioritized. The use of a modern rotary-steerable system (RSS), which claims to improve wellbore quality and the preservation of a well-defined cutting pattern, was deemed adequate for minimizing the risk of the hole-pinching effects. To reduce friction from the drill-bit wear-flat and other parts of the bottomhole assembly (BHA), the drill-bit specialists on the team presented a design with a more aggressive cutter projection.
Preventing Cutter Damage.
Two main sources of potential cutter damage were identified:
-Overload when breaking through contrasting interbedded layers of rock
-Backspin
On the basis of the risk from contrasting layers, a new dynamic depth-of-cut-control technology was considered.
Power Reserve for Continuous Cut.
The overall strategy was dependent on a surplus level of rotary power. The team found the required increase in power from two sources:
-Reduced loss through friction and vibrations
-Addition of a high-output mud motor [positive-displacement motor (PDM)] near the bit
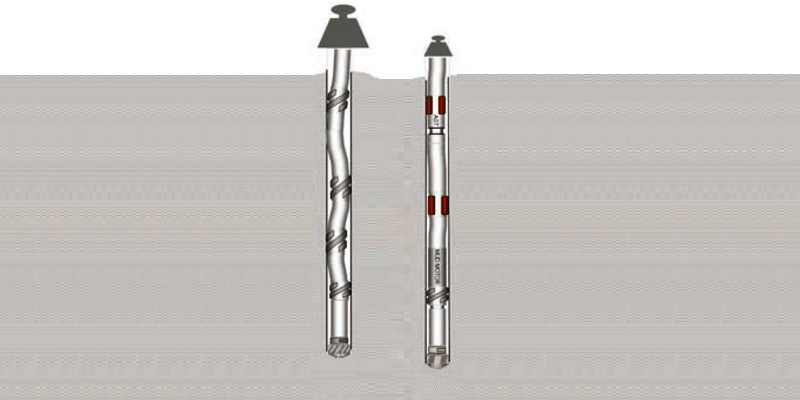
Fig illustrates the perceived challenge and the emerging BHA solution. The effort relied on the bit being capable of handling significant levels of energy without initiating stick/slip effects. To reduce the risk from stick/slip induced through friction, the standard stabilizers are replaced by roller reamers and the drill bit requires less WOB to be effective. A modern, powerful PDM is included on top of the RSS, and the risk of cutter damage is mitigated by an antistick/slip tool (AST).
A Different Approach to Bit Selection
A more-aggressive polycrystallinediamond-compact (PDC) -bit design was chosen to improve both drilling efficiency and durability. Historically, more-heavy-set PDC-bit designs have been selected when expecting harder formations, increased levels of vibration, and severely worn PDC-bit cutting structures. However, use of a heavy-set bit with high WOB requirements often increases the compression load on the BHA and consequential side forces, leading to friction-induced stick/slip.Therefore,more-aggressive, lighter-set PDC-bit designs to provide increased point loading were selected to minimize the requirement for high WOB, hence reducing the risk of generating torsional vibrations.
Directional-Steering Capability
Steering was needed in the chalk section. Although use of a bent-housing motor would provide such capabilities, steerable motors would be less effective and also would leave a less-favorable hole quality compared with an RSS. The preferred RSS solution was based on pointing the bit in the desired direction. The tool uses a driveshaft that is mounted with bearings at each end. The driveshaft is then deflected midway between the bearings by a pair of eccentric rings through which the shaft passes. By rotating the rings, the shaft can be deflected to any desired tool-face setting, from 0 to 100% deflection. The deflection of the shaft results in an angle change of the bit itself relative to the RSS housing, to force the bit angle.
Dynamic Depth of Cut
A new dynamic depth-of-cut, vibration-mitigation technology was available that allows for the use of aggressive cutting structures in difficult formations. The AST has a simple mechanical function. The tool is made up on top of the BHA and balances the WOB applied from surface against the reactive torque from the bit. Any abrupt change in torque, will cause a telescopic contraction of the unit produced through an internal helix. This contraction instantaneously reduces the weight on the cutters. The contraction continues until the weight (i.e., depth of cut) is reduced enough so that rotation can continue; as it does so, an internal spring will reapply the initial weight. If the torque builds up again, the tool will repeat the process and needs no reset.
Drilling Results
The library of reference data for rate of penetration (ROP) and time to drill the Shetland chalk showed a spread of 14 to 30 days. When considering the wells drilled in the last 5 to 6 years, the average number for the sections, including the Shetland group, is 20 days counting four bit trips. Typical budget figures used for new wells covering the same interval by experienced well planners estimated 16 days, including three bit trips with the latter figures representing an optimistic projection.
First BHA Run (Well A).
On bottom,the drilling of the 12¼-in. section commenced at fast rates through the initial shale layers until entering the Shetland group. Through the Shetland group, the penetration rates continued at steady, fast speed. The team leader approved that the driller offshore be as aggressive as prudently possible with the drilling parameters for maximum speed in order to establish the boundaries for the system. As the ROP increased, the vibrations transmitted from the measurement-while-drilling tool remained in the safe range. The torsional-shock data from the RSS y-axis accelerometer from this first run confirmed no stick/slip.
Bit-Wear Analysis.
In the process of establishing maximum loading, the AST system was compressed outside of its functional envelope. As the bit was about to exit a stringer below the Shetland group, a torque spike snapped the PDM’s titanium driveshaft. The BHA was pulled for motor replacement. On the basis of this experience, the next well in the campaign (Well B) had parameters adapted to the established limitations and the 12¼-in. section was drilled to total depth in one run—including the Shetland group. The section took approximately 8 days to drill—approximately half the typical budget figure and almost 2 weeks less than the average from recent years.
New Advances in Well C.
A different make of drill bit was selected for Well C. The bit was even more aggressive and based on a different design than the first two. Also, a new-design 8¼-in.-outer-diameter AST was included. This AST had an extended operational range compared with the AST used on the previous two wells. With these changes, the 12¼-in. section was again completed in one run. Some intervals with a caution level of risk were seen as the ROP was taken up as high as 25 m/h in the hard chalk. The section was drilled in 4 days, and the bit again had little wear.
Reliable Solution for Drilling Hard Strata
The results confirmed that the BHA improvements and the choice of an aggressive bit made it realistic to drill the problematic strata in one fast run in all three wells. The distance between the wells was significant, and the hard chalk came in at different true vertical depths. These observations strongly point to the total BHA design and the bit as the key contributors to the success in all three wells. When comparing the wells with the average from the offset wells, savings in the range of 12 days could be concluded. With an average budget allocation of between 60 and 80 days per well, the savings from the work would reduce the overall well cost by 15–20%. Considering the work was performed from a sixth-generation rig, the cash savings were significant. After the study was completed, a fourth well was drilled on the basis of the same work. The 12¼-in. section was again drilled in one run.