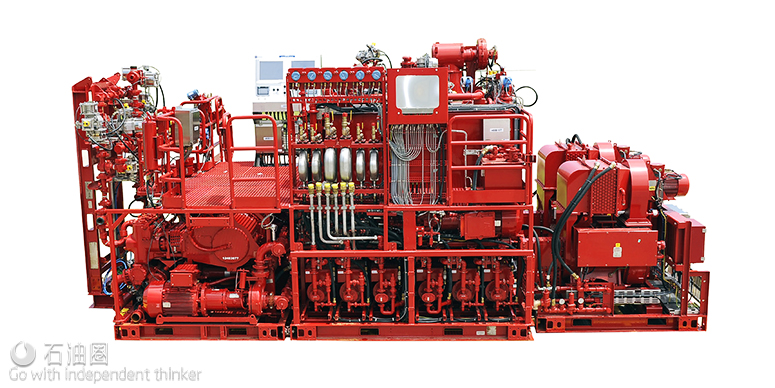
The Halliburton HCS AdvantageOne™ offshore cementing system is the next-generation of cementing and well-control pumping system. It is specifically designed to address the complexities of deepwater and ultra-deepwater cementing with the versatility for use in shallow waters.
This cementing system is optimized for an optional 20,000 psi manifold to allow work in water depths that exceed the pressure limit of conventional equipment. This new 20,000 psi manifold increases well-control ability and can be used for pressure testing deepwater subsea blowout preventer (BOP) stacks.
MIXING AND BLENDING
At the heart of the HCS AdvantageOne offshore cementing system is the 25-bbl, three-compartment configurable RCM IIIr mixing system and an integrated six-pump liquid additive system with dynamic inventory management. The liquid additive automated metering and pumping unit enables access to an array of additives required to tailor slurry systems for the demands of offshore wells, including ultra-deepwater wells; plus it facilitates logistical efficiency with the use of totes for liquid materials storage, rather than further limiting the available bulk storage on an offshore vessel for dry goods. The pumps are a completely new stainless steel design providing instantaneous responsiveness for adjusting fluid-flow rates delivering advanced blend accuracy. Uniquely, the mixing system, liquid additive system, and the 80-ft3 Steady Flow™ separator (dispenses dry cement) are all controlled by the same PLC (programmable logic controller) system for enhanced precision of the mixing proportions of dry materials, mix water, and fluid additives, matching the actual slurry to the ideal job requirement design.
» Reliability: On-board diagnostics software continually assesses the condition of critical components, delivering alerts to the operator of maintenance needs, preempting unexpected equipment-related non-productive time.
» Safety: Robust remote control capability removes personnel from the unit to a control room while enhancing the monitoring of over 300 parameters. An advanced and efficient dust extractor on the mixing tub prevents dry bulk material particulates from entering the atmosphere during cement mixing operations.
» Accuracy: A fully integrated PLC control system enhances control over liquid additive, mixing water injection rates and bulk delivery to the mixer.
» Verification: This equipment has been fully verified, validated and function tested at Halliburton’s advanced testing facility in Duncan, Oklahoma. These tests were witnessed by DNV and ABS personnel and each unit includes certification for operation in a Zone II hazardous area through both ABS and DNV certifying bodies. All electronic components meet ATEX requirements. All Halliburton pumping equipment is designed and manufactured under an ISO 9001 approved quality system and each unit is supplied with a comprehensive component and equipment data package and certificate of conformity to Halliburton manufacturing and performance quality standards.
Due to the narrow pressure margins commonly found in deepwater, lower-density cements are used to help manage equivalent circulating densities. A superior blending system promotes efficiently achieving a homogenous slurry density. This functionality is particularly beneficial when blending lighter-weight slurry systems using hollow glass microspheres that tend to float on the slurry and resist blending.
The system supports four unique mixing modes:
» Automatic Density control (ADC) mixing equipment – uses Halliburton’s automatic density control system.
» Advanced density control – logic controlled cement / mix-water ratio response.
» Advanced height control – same features as the advanced density mode, but allows the mixing rate to be determined automatically by the downhole rate.
» Tuned Light Mixing System (TLMS) control – allows for lower-density slurries to be achieved by blending hollow glass microspheres thoroughly and accurately.
» Incorporates overfill protection for tubs.
RELIABILITY
The HCS AdvantageOne system offers improved reliability with the addition of a redundant slurry pump, automated pump packing protection and real-time liquid additive inventory ensuring correct injection rates. Furthering the reliability features, this system offers unit health diagnostics and predictive maintenance data with system checks and an alarm system to preempt equipment-related non-productive time. The unit PLC software continually assesses the health and condition of critical components and together with onboard diagnostics, creates alerts that notify the operator and/or those responsible for maintenance about a component that requires attention.
HEALTH, SAFETY, ENVIRONMENT
Importantly, this unit is designed for remote operations to enhance safety by placing personnel off-unit in a separated control room. The controls are robust, monitoring and controlling nearly three-hundred parameters and include closed circuit television, enabling global access by cementing experts from shore-based locations. This remote-control system exchanges commands and data with the cementing equipment PLC and allows complete control of the unit before, during, and after the job. Additionally, the remote management system enables collaboration between the rig contractor, company representative(s), the directional driller, fluids engineer and other service companies in an assimilated-work room. The collective expertise possible from a collaboration room as a result of the remote operations enables proactive problem solving to keep projects on track safely and efficiently.
Fail-safe features, extremely important on vessels up to 650 km (404 miles) from shore, include:
» Manual controls on unit, redundant to the remote
» Transmission kicks to neutral if control communication is lost
» One-touch e-kill for engines/transmissions
Environmental performance has been enhanced with this design through the use of non-radioactive density meters and greatly reduced hydraulic fluid volumes. Noise and vibration control includes an acoustic enclosure for the prime mover engines. The mixing tubs are equipped with an advanced dust control system.
INSTALLATION
The system’s modular design reduces the amount of time and footprint necessary for installation on an offshore drilling rig.
Greater flexibility is achieved via power train options configurable to meet the needs of an operator.
EQUIPMENT CONFIGURATION
» Two Caterpillar C32 diesel engines rated at 860 bhp (641 kW) each
» Two Allison S6620 five-speed automatic transmissions
» Two Halliburton HT-400™ pumps (8.4:1 ratio)
» One Halliburton advanced RCM IIIr mixing system with integral mixing tub dust extractor (MTDE)
» One 25-bbl (3.97m3) RCM mixing tub with agitators
» One TLMS (Tuned Light Mixing System) mixing control system achieved via a three-compartment configurable tub
» One Automatic Density Control (ADC) mixing system
» One Advanced density-height mixing control system
» PLC-based remote-control Level B system (fully off unit pressure testing, cement mixing and pumping control)
» One Zone II rated programmable logic controller (PLC)-based interface control system
» One safe area data acquisition interface system
» One 20-bbl (3.18m3), two-compartment stainless measuring tank with agitators
» Onboard six-pump liquid additive injection system
» Onboard electric motor driven hydraulics
» One 4 × 4 mixing water centrifugal pump driven by an electric motor
» One 6 × 5 recirculation centrifugal pump driven by an electric motor
» One 6 × 5 boost/backup recirculation centrifugal pump, electric motor driven
» One non-radioactive low-pressure recirculating density meter
» One non-radioactive low pressure downhole density meter
» Discharge manifold equipment (DME) rated at 15,000 psi (1,034 bar) working pressure
» One hydraulic actuated Lo Torc plug valve set for the DME
» One hydraulically driven high-pressure triplex test pump
» One 80-ft3 steady flow separator with product height control
» One motor starter skid with four individual electric motor starters
» Available acoustic enclosure to significantly reduce prime mover engine noise
» Predictive maintenance and self-diagnostic modules
» Operator and maintenance training modules
OPTIONS
The HCS AdvantageOne cementing system can be configured for diesel or electric power and is able to pump any cement type to any depth from shelf to ultra-deepwater wells, from jack-up rigs to drill ships.
» Two Caterpillar C15 diesel engines – 536 bhp (400 kW) each
» Two Allison 4700 OFS five-speed transmissions for the C15
» Two/three GEB-22 electric AC motors rated 1150 bhp (858 kW) each
» HQ2000™ / HT-400 pump combination for the Electric Combo HCS AdvantageOne System
» 20,000 psi H-Manifold to address high pressure in deep water and ultra-deep water