Traditional high-density, solids-free completion fluids have relied upon the use of zinc bromide or caesium formate. These technologies have environmental, technical, and economic limitations. A novel high-density, non-zinc, solidsfree completion fluid (HDNZ) has been developed to meet the challenges and requirements of ultra deepwater environments for fluid densities between 14.5 and 15.4 lb/gal. The paper presents an overview of the challenges encountered, including density, crystallization temperature (PCT and TCT), corrosion, and compatibility with elastomers, formation fluids, and control line fluids. It then presents the solutions considered and the solution selected, then compares the new system with existing technology. Case studies are provided.
Aqueous halide and formate solutions have been utilized in completion fluid applications for over thirty years1.
Today’s ultra deepwater (UDW) production and regulatory environments present a unique set of challenges, calling for fluid systems capable of providing high fluid densities and low crystallization temperatures, both True Crystallization Temperature (TCT) and Pressure Crystallization Temperature (PCT) without the use of zinc bromide.
In June 2014, TETRA was charged with developing a nonzinc and non-formate completion fluid system capable of providing densities up to 15.4 lb/gal. Additional design considerations included system compatibility with formation fluids, drilling fluid systems, control line fluids, formation minerology, tubulars and elastomers, as well as thermal stability, minimized health, safety and environmental risks, and the ability to use conventional completion fluid additives for displacement systems, sweeps, and fluid loss control.
Features
• Can be formulated to a density of up to 15.4 ppg, 1.85 g/ml (efforts are underway to extend the limits)
• Exhibits significantly lower crystallization temperatures than equivalent-density calcium bromide brines
• Stable at elevated temperatures and during storage
• Can be mixed with standard CBF mixing equipment
• Compatible with downhole elastomers and metallurgies
• Exhibits compatibility similar to that of calcium bromide with other working and reservoir fluids
• Formulated from renewable products, ensuring continuity of supply
Benefits
• Zinc-free and, hence, does not require zero-discharge system of work
• Can be reclaimed for reuse, using standard technology
• Neutral in pH, thereby posing low health and safety risks to rig site and plant personnel
• Significantly lower unit cost than alternative fluid chemistries
• Requires no special mixing, handling, or storage equipment at the rig site
• Has global environmental acceptability
Several systems were evaluated, and the optimal system was selected. The system selected behaves very similarly to conventional calcium bromide systems with respect to most of these considerations.
Product Development
The primary criteria established called for fluid densities between 14.5 and 15.4 lb/gal, and pressure crystallization temperatures of 30°F or lower at 15,000 psi. A number of aqueous and non-aqueous solutions were evaluated, and a limited number of solutions were identified for further testing.
Thermal Stability
Products that passed the preliminary screening were evaluated for thermal stability. Initial testing was conducted at 265°F, and, based upon those results, the optimal solution was selected. The HDNZ system selected showed no signs of thermal decomposition at 265°F. Further testing at 300°F and 325°F showed no evidence of thermal degradation.
Compatibility
The HDNZ system was tested for compatibility with a variety of fluids, tubulars, and elastomers, and with the formation itself.
Formation Fluids
The HDNZ system was compatibility-tested with synthetic formation water at ambient temperatures in the following ratios: 25:75 brine/formation water, 50:50 brine/formation water, and 75:25 brine/formation water. The samples were shaken vigorously and allowed to sit for 24 hours. There was a small amount of sodium chloride precipitate in similar concentrations to that expected from comparable solutions of calcium bromide exposed to formation water.
Similar testing was conducted using crude oil samples. The HDNZ system was tested at ambient temperatures in the following ratios: 25:75 brine/crude oil, 50:50 brine/crude oil, and 75:25 brine/crude oil. The samples were shaken vigorously to form an emulsion, and allowed sit for four days. The system performed similarly to comparable solutions of calcium bromide mixed with crude oil under similar circumstances. Lower concentrations of crude oil created some emulsion stability, while higher concentrations formed stable emulsions that did not break after four days.
The test was repeated using a 0.5% concentration of emulsion preventer at ambient temperature and 180°F. The presence of the emulsion preventer resulted in a complete break after 24 hours at ambient temperature and less than 24 hours at 180°F.
Control Line Fluids
The HDNZ system was tested with a number of control line fluids at ambient temperature in the following ratios: 25:75 brine/control line fluid, 50:50 brine/control line fluid, and 75:25 brine/control line fluid. The samples were shaken vigorously and allowed to sit for 72 hours. Solids formed in all samples as soon as the two fluids were mixed. The amount of solids generated corresponded directly with the amount of control line fluid present in the sample. The precipitate floated to the top of the sample approximately 30 minutes after agitation, but was easily redistributed into the fluid with light agitation. The behavior of the system was similar to comparable solutions of calcium bromide mixed with control line fluids under similar circumstances.
Synthetic Oil-Based Mud
The HDNZ system was tested with a commercially available synthetic oil-based mud (SBM) system at ambient temperatures in the following ratios: 25:75 brine/SBM, 50:50 brine/SBM, and 75:25 brine/SBM. The samples were shaken vigorously and allowed to sit for 17 hours. The 75:25 brine/SBM blend stratified into three layers: a cloudy, colorless middle layer consisting primarily of completion fluid, a light, hydrocarbon-based top layer, and a dense lower layer consisting primarily of settled barite. The 50:50 brine/SBM sample segregated into two layers, with barite settling in the bottom layer, as expected. The 25:75 brine/SBM formed a stable, homogenous mixture. Again, the system performed similarly to comparable solutions of calcium bromide mixed with synthetic oil-based muds under similar circumstances.
SBM Base Oil
The HDNZ system was tested with the base oil used in the synthetic oil-based mud system at ambient temperatures in the following ratios: 25:75 brine/base oil, 50:50 brine/base oil, and 75:25 brine/base oil. The samples were shaken vigorously and allowed to sit for 24 hours. In all cases, the two fluids separated quickly, as expected.
Elastomers
Elastomer testing was conducted using a broad variety of elastomers and thermoplastics, comparing the performance of the HDNZ system against a conventional calcium bromide/zinc bromide solution of the same density and a 14.1 lb/gal calcium bromide solution. Testing was conducted at 265°F, with a test length of 30 days. Compatibility was determined by several criteria, including swelling, hardness, 50% modulus, and elongation at break. Performance of the system was comparable to similar calcium bromide and calcium bromide/zinc bromide solutions.
Corrosion
The HDNZ system was tested using a variety of tubulars. General corrosion studies were conducted using Q125 metallurgy and Environmentally Assisted Cracking (EAC) studies were conducted using Q125, 13Cr, and 15Cr materials.
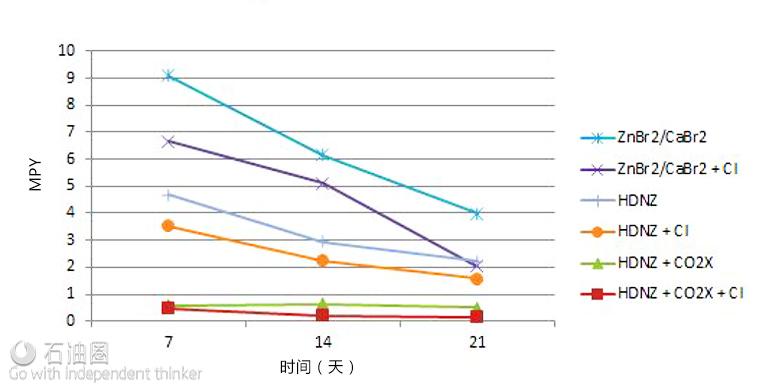
General Corrosion
General corrosion testing was conducted using Q125 materials, comparing the performance of the HDNZ system against a conventional calcium bromide/zinc bromide solution of the same density. The system was evaluated using both a neat solution, as well as a solution containing a corrosion control agent.
Testing was conducted at 265°F, with test durations of 7, 14, and 21 days. As expected, higher corrosion rates were experienced with the calcium bromide/zinc bromide solution, followed by the uninhibited HDNZ system, with best results obtained with the inhibited HDNZ system. 21-day corrosion rates for the fully inhibited HDNZ system were extremely low at 0.17 mils/year.
Environmentally Assisted Cracking (EAC)
Environmentally Assisted Cracking (EAC) studies were conducted using Q125, 13Cr, and 15Cr materials. Testing was conducted for thirty (30) days in the HDNZ system at 265°F in a naturally deaerated, 30 psia CO2, N2 to 1000 psig environment. C-Ring and crevice specimens were used for the high alloy steels and tensile specimens were used for the Q125 samples.
No cracking of the 13Cr, 15Cr, or Q125 metallurgies was observed in the HDNZ system environment. Crevice corrosion appeared to be negligible in all cases.