A New Technology With A Simplified Approach
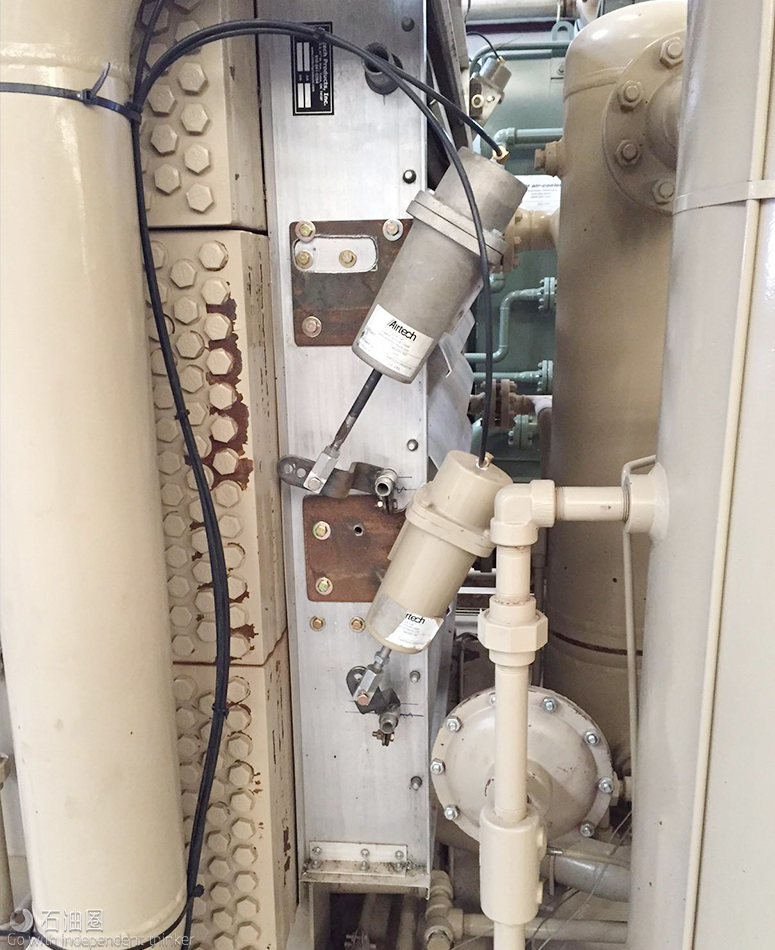
The electric-driven wellhead gas-lift compressor in the background is powered by VFDs located in the tall white cabinet. Compressor operations are controlled by a PLC in the far left gray cabinet. (Source: Encline)
The incorporation of low-cost Internet of Things (IoT) devices with artificial lift and production equipment provides simple, robust solutions to technical challenges. A recent paper from the Society of Petroleum Engineers (SPE) cited four successful IoT applications that utilized engineering principles, field experience and statistics at the field-device level. These examples scratched the surface of IoT technology’s abilities and demonstrated how to mitigate operational problems using these applications.
Pump stroke optimization
In SPE paper 181228, pump stroke optimization (PSO) was introduced as a method to reduce frequent rod pump cycling between minimum and maximum pumping speed set points by rod pump controllers (RPC) that were reacting too aggressively to slug and wave flow events in horizontal wells. Most RPCs fall victim to these under slug flowing conditions and become plagued with low pump fillage events.
To execute PSO, the analog speed output signal from the RPC is intercepted and replaced with an optimized speed signal. Then the optimized speed signal is calculated by a programmable logic controller (PLC) that targets a speed matching the average inflow over the multiple-hour period. Pumping speeds and incidences of low pump fillage events were recorded every second and then averaged over the multiple-hour period. Upon completion of each multiple- hour period, the pumping speed was changed to target a selected minimum frequency of low pump fillage events.
A PLC that was sourced for this task was able to interface with the operator’s SCADA system and host a webpage on the controller. The webpage was actionable, and the virtual switches on the webpage could be clicked to perform certain functions, as if they were local switches. The controller allowed set points and historic pumping speed values to be viewed and algorithm settings to be changed remotely. The system essentially allowed a PC or smartphone to turn this webpage into a local human-machine interface. Finally, the PSO data were polled by the operator’s SCADA system and stored in the internal cloud system.
Improved compressor
SPE paper 181773 discussed designing an improved, electric- driven wellhead compressor purposed for gas lift. The primary requirement was to prevent hydrocarbon condensation that is prevalent in liquids-rich horizontal plays. This was accomplished by maintaining elevated process temperatures in the 100% vapor portion of the phase diagram by using an IoT-enabled PLC to perform proportional-integralderivative (PID) control of cooling fans on the separate intercooler and aftercooler.
A conventional control panel was not utilized on this compressor. Instead, the webpage hosted by the PLC was used. The local control consisted of an on/off switch with a green indicator light when running properly and a reset switch with a red indicator light. A piezoelectric buzzer warned of impending compressor startup, which would count off a number that identified the shut-down code. This was a backup method, as the primary method of diagnosing shutdowns and resetting was done through the webpage.
The webpage also allowed compressor speed set points, gas cooler temperature set points and the normal pressure and temperature set points that all compressors require to be viewed and adjusted. In addition, this PLC was able to simulate compressor performance and compare it to actual, calculated key performance indicators (KPIs). It would then trend these values against months of stored data to detect variances and create alarms. The operator also communicated to the PLC with its SCADA system, polling operating pressures, temperatures, rates and KPIs every 15 minutes for incorporation into a compressor management tool.
VFD panel cooling fan
When the wellhead compressor was installed, the variable frequency drive (VFD) cabinet was equipped with a mechanical thermostat that resulted in severe fan cycling because of improper placement and a small dead band.
To solve these problems, a PLC with a thermistor was used to control cooling fan operations. A thermistor is designed to be a reliable, low-cost temperature device, but it is unpopular because of nonlinear output modeled by a sixth-order polynomial equation. Alternatively, it can be broken into multiple straight-line equations using a lookup function. Both methods were found to work well with the PLCs.
As the VFDs were rated 50 C (122 F), the fan was set to turn on at 47.2 C (117 F) and off at 40 C (104 F). This provided a 13-degree dead band that minimized fan cycling, and the fan runtime was greatly reduced with these higher set points. Temperatures above 50 C indicate filter plugging and set a maintenance alarm. In addition, the webpage can display editable set points, real-time cabinet temperature, daily fan runtime, daily fan cycles and is polled by the operator’s SCADA system.
Compressor panel IoT device
The popularity of gas lift for horizontal wells created the need to modify existing gas-lift compressors to prevent condensing hydrocarbons in the gas cooling sections. Besides causing product loss and emission problems when these liquids are dumped into tanks operating at atmospheric pressure, other problems such as frozen dump lines and hydrate blocks in discharge piping cause compressor downtime.
A North Dakota operator replaced the manually operated louvers on the gas coolers with individual PID mathematical methods, which controlled louver positioners.
Preventing hydrocarbon condensation was accomplished by maintaining elevated process temperatures by using a PLC that would perform PID control of the louver positioners and the VFD cooling fan.
What differentiates this from the first example of the electric-driven compressor is that instead of connecting sensors directly to the PLC, the controller used the Modbus remote terminal unit to pull pressures, temperatures, operating rpm and other information from the existing compressor panel via the RS-485 serial communication.
Inputs to the PLC were analog louver position feedback with outputs being analog and digital outputs to control VFD, and in this case of retrofitting existing compressors, louver positions.
Because the PLC was connected to the operator’s SCADA system by Modbus transmission control protocol, all the compressor pressure and temperatures, louver positions and engineering KPIs calculated in the PLC were collected for use in a compressor management tool.
The key to IoT
For those working in cloud computing and data sciences, the value of machine learning and remote control and optimization is not being discounted. Simple IoT devices can be used on location to access data and handle routine optimization tasks. These types of devices provide a good starting point for machine learning on a larger scale. The key to success with IoT is people with an understanding of engineering principles, how field equipment works and the basics of the IoT.