Use of ESP-based seafloor pumping systems.
ESPs are designed to equalize pressure across the mechanical shaft seal and do not require a barrier oil system. This has been an advantage for ESP-based systems, as topside modification for a barrier oil system is not required, and umbilical costs can be less, due to elimination of the need for hydraulic lines to support a barrier oil system. One limitation for ESP-based systems has been motor and seal failures that have typically limited run-lives to the 2-to-3-year range, significantly less than the run-life experience for seafloor pumps. A frequent failure mode for ESPs has been produced fluid entering the motor/seal, causing motor or pothead/motor connector failure. A recent advancement for ESPs that has the potential of extending ESP life is a local seal pressurization system.
EagleBurgmann has introduced a pressure intensifier/accumulator, named ESPro, to maintain a ~30-psi positive pressure in the ESP motor, preventing fluid ingress and stabilizing the seal. The system contains a multi-year supply of oil, so a barrier oil system from the topside is not required. It has the potential to replace the traditional ESP seal system, which uses elastomeric bags or metal bellows and check valves to equalize pressure across redundant mechanical shaft seals.
Aker Solutions/Baker Hughes, has introduced POWERJump, through their subsea production alliance, which uses gas-handling ESP stages and an 880 series motor to pump fluid in the 15,000-to-30,000-bpd range. The system is best-suited for one- or two-well tie-backs. The ESP geometry has been optimized to be retrieved like a standard jumper, to allow lower installation costs and lower upfront capital costs, Fig. 3. Improvements also have been made in the seal section, with TRL4 qualification of the entire system expected in the first quarter of 2017.
Canned motor.
The canned motor is utilized in nuclear applications, where extreme reliability is required. In these applications, a 30-plus-year run-life has been well-documented. The first canned motor/pump (CMP) was installed subsea with a TSP multi-phase application by Petrobras.
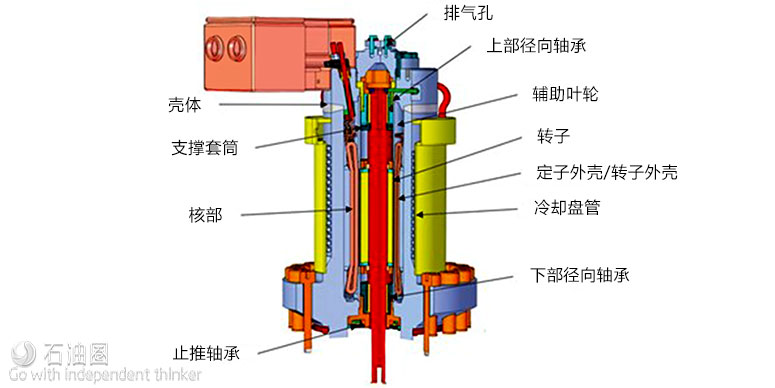
The company has also installed CMPs topside. A canned motor hermetically seals the stator and rotor inside separate metal cans, protecting them from produced fluids, Fig. 4. A canned motor does not require a mechanical shaft seal, thereby eliminating the need for a shaft seal and barrier oil system for rotodynamic pumps; an enormous benefit for MPTBs. Produced fluid flows through the canned motor, and its bearings are product-lubricated, introducing some risks in the multi-phase cooling of the motor and lubrication of the bearing by produced fluids.
A JIP has been proposed by the author to study multi-phase bearing lubrication, to quantify this risk and develop mitigation methods. Today, CMP systems are rated to 5,000 psi, as the canned motor is filled with one-atmosphere gas, and the shell must withstand the pressure of the produced fluids. Work is underway to extend the canned differential pressure rating to 10,000 and 15,000 psi, using pressure compensation, and is expected to be commercially available in one to two years. Note that a CMP can be configured in either a traditional seafloor skid or in a caisson vertical ESP form.
SPEED CONTROL
For seafloor applications, pump speed is typically controlled by a variable frequency drive (VFD) installed topside. Some level of recirculation is utilized during pump start-up, but the VFD is the primary speed control device. The need for topside installation of the VFD necessitates considerable engineering and construction time, and takes precious space/weight on the production structure (FPSO, TLP or spar). There are two approaches for topside less speed control discussed below:
Subsea VFD. The notion of a subsea VFD is attractive for tie-back applications but, thus far, subsea VFDs have been qualified only for high-power subsea compressors over 6 MW. Today, lower-power VFDs, in the 1–4 MW range, are being developed, to be suitable for MPTB applications.
Several approaches are being pursued that place existing VFD technology in an atmospheric chamber. While there is general concern regarding VFD reliability based on topside experience, it is expected that two or more products will be available commercially in two years, as a result of shared developments between the VFD supplier, subsea equipment packagers and deepwater operators.
Torque converter. Hydraulic speed control is an alternative to the VFD that has not been used widely in the subsea industry. A torque converter (TC) is a hydraulic coupling between the motor and the pump that uses adjustable guide vanes to transfer varying amounts of energy to the pump. The TC has been coupled with both TSPs and rotodynamic pumps. The TC sits subsea between the pump and motor, thus eliminating the need for VFD installation at the surface. A TC provides several important advantages, in addition to moving the pump speed control to the seafloor. The TC allows for the “no-load” start of the motor and up to two times multiplication of the motor’s speed.
In addition, the TC allows the motor to work at a constant speed and absorbs load fluctuations produced by changing GVFs at the pump inlet during operation. For tie-back applications, only one additional hydraulic or electric line is required subsea to control the pump speed. Methods to provide a soft-start for the subsea motor are being pursued, so that any associated topside soft-start unit can be eliminated or minimized.
CONCLUSION
The multi-phase pump tie-back (MPTB) is emerging as the most affordable development method for deep water. The MPTB approach provides improved recoveries and rates, when compared with a no-energy added, bare pipeline tie-back. New methods also are being developed to dramatically cut the cost and complexity of seafloor boosting. These include topside-less approaches that minimize topside modifications and reconfiguration of subsea hardware, resulting in a total cost savings of approximately 30% to 50%.